 GERMANY
GERMANY ENGLISH
ENGLISH FRANCE
FRANCE SPAIN
SPAIN PORTUGAL
PORTUGAL









Blog
PVC-FENSTERSCHWEISSMASCHINE
PVC-Fensterschweißmaschine: Technik, Einsatz, Zukunft – Der große Fachleitfaden
Die PVC-Fensterschweißmaschine spielt eine zentrale Rolle in der modernen Fensterfertigung: PVC-Fensterschweißmaschine direkt im ersten Satz gesetzt, macht klar, worum es geht. In diesem ausführlichen Fachartikel betrachten wir detailliert die Technik, Funktionsweise, Anwendungsfelder, historische Entwicklung, Vorteile und Herausforderungen sowie die künftige Entwicklung dieser Schlüsseltechnologie. Außerdem fließen Praxisbeispiele, Vergleiche und Hinweise ein – unter anderem auch dezente Verweise auf Evomatec, um zu zeigen, wie ein Hersteller mit Erfahrung und Verantwortung agiert.
Dank unserer langjährigen Erfahrung aus einer Vielzahl von Kundenprojekten können wir sicherstellen, dass Inspektionen stets mit höchster Sorgfalt hinsichtlich Qualität und CE-konformer Sicherheit durchgeführt werden. (Variante)
Aufgrund unserer zahlreichen erfolgreichen Kundenprojekte garantieren wir, dass Qualität und CE-konforme Sicherheitsaspekte in jeder Inspektionsphase mit höchster Detailgenauigkeit berücksichtigt werden.
Durch unsere Projekterfahrung über viele Jahre hinweg gewährleisten wir, dass bei jeder Inspektion Qualität und CE-Sicherheitsstandards umfassend sicherstellt werden.
Im Folgenden gliedert sich der Beitrag in thematische Abschnitte, die es Lesern und Suchmaschinen gleichermaßen ermöglichen, den Überblick zu behalten.
Grundlegende Begriffe und Begriffsklärung
Bevor wir in tiefergehende Details eintauchen, definieren wir einige Kernbegriffe, um Missverständnisse zu vermeiden.
-
PVC: Polyvinylchlorid, ein thermoplastischer Kunststoff, der im Fensterbau in hartem, starren Zustand (oft als PVC-U) eingesetzt wird.
-
Fensterschweißmaschine: Eine Maschine, die zugeschnittene Profile aus PVC an den Ecken oder Längsstellen dauerhaft miteinander verbindet – meist per Heizelementschweißung oder Widerstandsschweißung.
-
Schweißverfahren / Fügeverfahren: In der Praxis insbesondere das Heizelementschweißen (Spiegelschweißen) und Varianten davon.
-
Nahtlos-Schweißung: Eine Technik, bei der möglichst wenig sichtbare Naht verbleibt – ein Anspruch bei modernen Designs.
-
Verputzen / Veredelung: Nach dem Schweißen wird oft materialangepasst verputzt, um optisch ansprechende Ecken herzustellen.
In der Fensterindustrie wird die PVC-Fensterschweißmaschine oft kombiniert mit Zuschnittstechnik, Verputzmaschinen und Handlingssystemen – sie ist also integraler Bestandteil moderner PVC-Fensterproduktionslinien.
Historische Entwicklung der PVC-Fensterschweißtechnik
Ein Blick zurück zeigt, wie sich diese Technologie entwickelt hat, welche Meilensteine es gab und wohin die Reise geht.
Die Anfänge: manuelles Eckschweißen
In den frühen Tagen des Kunststofffensterbaus wurden Profile manuell auf Gehrung geschnitten und in einfachen Presse- oder Heizplattenvorrichtungen von Hand geschweißt. Diese Arbeit war zeitaufwändig, fehleranfällig und von geringer Automatisierung geprägt.
Erste Maschinenlösungen und Automatisierung
Mitte des 20. Jahrhunderts begann man mit der Konstruktion von Maschinen, die den Schweißprozess mechanisieren sollten – zunächst Einkopf-Schweißmaschinen, bei denen immer eine Ecke nach der anderen geschweißt wurde. Später entstanden Mehrkopf-Maschinen, die zwei oder mehr Ecken simultan schweißten, um die Produktivität zu steigern.
Ein wichtiger Meilenstein war die Gründung von Spezialmaschinenbauern, die sich ganz auf Technik für Fensterbau konzentrierten. Beispielsweise entwickelte in diesem Umfeld ein Unternehmen 1969 eine erste Einkopf-Schweißmaschine für Kunststofffenster. Wikipedia
Parallel wurden Verputzmaschinen realisiert, um nahtoptisch ansprechende Ecken nach dem Schweißen herzustellen, und es entstand ein Maschinen-Ökosystem: Zuschnitt, Schweißung, Verputzen, Qualitätskontrolle.
Moderne Entwicklungen: CNC, nahtlose Verfahren und integrierte Linien
Mit Fortschritten in Steuerungstechnik, Sensorik und Automatisierung hat sich die Technik weiterentwickelt:
-
CNC-Steuerung ermöglicht präzise Abläufe, flexible Programme und Anpassung an Profilgeometrien.
-
Nahtlose Schweißtechnologien (“Seamless Welding”) erlauben, Profile so zu verschweißen, dass kaum sichtbare Naht bleibt. Profiel
-
Integration in Fertigungslinien mit automatischen Zuführ-, Kühl- und Verputzstationen.
-
Erweiterung von Zwei-, Vier- oder Mehrkopf-Schweißmaschinen zur Steigerung von Durchsatz und Effizienz.
Heute ist die PVC-Fensterschweißtechnik ein hochentwickelter, integraler Bestandteil moderner Fensterfertigung. Hersteller wie Urban haben sich als Schlüsselakteure etabliert, mit jahrzehntelanger Erfahrung im Spezialmaschinenbau für die Fensterindustrie. u-r-b-a-n.com+1
Technische Grundlagen und Funktionsprinzipien
In diesem Abschnitt erläutern wir, wie eine PVC-Fensterschweißmaschine funktioniert, welche Komponenten entscheidend sind und welche Parameter die Qualität beeinflussen.
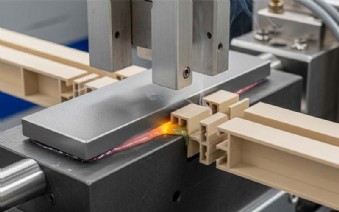
Grundprinzip: Heizelement-Schweißung (Spiegelschweißen)
Das gebräuchlichste Verfahren im PVC-Fensterbau ist das Heizelement- oder Spiegelschweißen. Dabei werden durch beheizte Platten die beiden Profilenden aufgeheizt und anschließend unter Druck zusammengeführt. Die Grenzfläche schmilzt, verbindet sich und kühlt ab – es entsteht eine feste, dichte Verbindung.
Wichtige Schritte:
-
Aufheizen / Vorschmelzen: Die zu verbindenden Profilenden werden gegen beheizte Platten gedrückt, bis sie eine vordefinierte Temperatur erreicht haben.
-
Verbindungsphase (Schweißphase): Die beheizten Enden werden gegeneinander gebracht, unter definiertem Druck zusammengeführt, damit der geschmolzene Kunststoff verbindet.
-
Abkühlung und Druckphase: Während des Abkühlens verbleibt Druck, um eine stabile Verbindung zu gewährleisten.
-
Entformung: Nach ausreichender Erstarrung wird die Verbindung freigegeben.
Wichtig sind exakte Steuerung der Temperatur, der Zeiten (Aufheiz-, Schweiß- und Abkühlzeiten) sowie des Drucks. Eine zu hohe Temperatur oder zu langer Druck kann Materialverzug oder Einbrand erzeugen; zu niedrige Werte führen zu schwachen Verbindungen.
Wichtige Komponenten einer PVC-Fensterschweißmaschine
Eine moderne Maschine besteht typischerweise aus:
-
Heizplatten / Schweißspiegel: Direkt beheizte Platten, oft mit Teflon-Beschichtung, die profilgerechte Formen tragen.
-
Drucksystem / Hydraulik- oder Pneumatikeinheiten: Zum Aufbringen des Schweißdrucks.
-
Spann- und Haltevorrichtungen: Für die Fixierung der Profile während des Schweißens.
-
Steuerungseinheit (CNC / SPS): Für Programmierung von Temperatur, Zeiten, Druck und Abläufe.
-
Sensorik / Temperaturfühler: Zur genauen Messung der Heizplattentemperatur.
-
Kühl- oder Abkühlelemente: In manchen Systemen existieren automatische Kühlzonen, um die Verbindung schneller zu festigen.
-
Verputz- oder Nachbearbeitungsstationen: Optional, zur optischen Veredelung der Ecken.
-
Sicherheits- und Überwachungseinrichtungen: Um sichere Bedienung und CE-Konformität zu gewährleisten.
Ein Beispiel einer Schweißmaschine mit Heizplatten zeigt, dass Schweißwinkel zwischen 30° und 180° möglich sind und alle Parameter wie Temperatur, Schweißzeit und Druck unabhängig einstellbar sind. DirectIndustry
Varianten des Schweißverfahrens
Neben dem klassischen Heizelement-Verfahren existieren Varianten:
-
Widerstandsschweißen: Bei dünneren Profilen oder Folien kann Widerstandsschweißen verwendet werden, bei dem Stromfluss gezielt Erhitzung erzeugt.
-
Ultraschallschweißen: Einsatz in speziellen Kunststoffanwendungen, weniger häufig im Fensterbau.
-
Nahtlos-Schweißung / Seamless Welding: Spezielle Techniken, bei denen sichtbare Schweißnaht reduziert oder eliminiert wird – oft kombiniert mit speziellen Formen und Poliermethoden. Profiel
In der Praxis ist Heizelementschweißen die dominierende Methode, da sie robust, zuverlässig und gut steuerbar ist.
Einflussparameter und Qualitätsaspekte
Für eine hohe Schweißqualität spielen mehrere Faktoren eine Rolle:
-
Passgenauigkeit des Zuschnitts: Winkeltreue, Maßgenauigkeit und saubere Schnittflächen sind essenziell. gkfp.de
-
Temperaturgenauigkeit: Die Heizplatten müssen exakt geregelt sein, um Unter- oder Überhitzung zu vermeiden.
-
Zeitsteuerung: Aufheiz-, Schweiß- und Abkühlzeiten müssen optimal auf Material und Profilart abgestimmt sein.
-
Druckkontrolle: Der Anpressdruck während der Verbindung und Abkühlphase ist kritisch.
-
Maschinenwartung und Sauberkeit: Ablagerungen, Verschmutzungen oder ungenaue Ausrichtungen können Schweißfehler verursachen.
-
Materialvariation: Unterschiedliche PVC-Formulierungen, Füllstoffe, Verstärkungen (z. B. Stahl) oder Beschichtungen (z. B. Folie) verlangen angepasste Parameter.
-
Vor- und Nachbehandlung: Lagerung bei geeigneten Temperaturen vor dem Schweißen, schneller Weiterverarbeitung, Vermeidung von Eckenbruch.
In Leitfäden zum Schweißen von PVC-U-Profilen wird empfohlen, Profile mindestens 24 Stunden vor dem Schweißprozess bei ≥ 17 °C zu temperieren, um Kondensation und Abkühlprobleme zu minimieren. gkfp.de
Einsatzgebiete und Branchen
Die PVC-Fensterschweißmaschine findet Anwendung vor allem im Bereich der Fenster- und Türenfertigung, aber auch in verwandten Segmenten. Nachfolgend eine Übersicht:
Fenster- und Türherstellung (Kunststofffenster / PVC-U)
Der Kernbereich: Hersteller von Kunststofffenstern nutzen diese Maschinen zur Eckschweißung von Rahmen und Flügelprofilen. Selbst bei größeren Bauvorhaben ist eine zuverlässige, automatisierte Schweißtechnik unverzichtbar.
Hybrid- und Verbundsysteme
In einigen Fällen werden PVC-Profile mit Aluminium- oder Holzkomponenten kombiniert. Die Schweißtechnik bezieht sich dann auf den PVC-Teil, während zusätzliche Fügeverfahren für die Verbindung zu anderen Materialien genutzt werden.
Kleinserienfertigung / Werkstätten
Auch kleinere Werkstätten oder Spezialbetriebe nutzen kompakte Einkopf- oder Zweikopf-Schweißmaschinen. Hier sind Flexibilität, geringer Platzbedarf und einfache Bedienung gefragt.
Forschung und Prototypenbau
Für Experimentierprofile, Sonderformen oder Versuchsreihen werden PVC-Schweißmaschinen in Labors oder Entwicklungsabteilungen eingesetzt, um neue Profile oder Formulierungen zu testen.
Neubauten im Bereich Architektur-Elemente
Manchmal werden speziell geformte PVC-Fenster oder Fassadenbauteile gefertigt, bei denen Schweißtechnik in das Gesamtsystem eingebunden ist (z. B. große rahmengeometrische Sonderfenster).
Renovierung und Sanierung
Im Rahmen von Fensterrenovierungen kommen gelegentlich Vorhaben vor, bei denen schweißbare PVC-Profile nachträglich modifiziert oder verbunden werden müssen. Solche Anwendungen sind allerdings seltener als die Serienfertigung.
Vorteile und Herausforderungen im Überblick
Vorteile der PVC-Fensterschweißmaschine
-
Hohe mechanische Festigkeit: Sauber geschweißte Ecken bieten stabilen Verbund, der auch Lasten (Wind, Beschläge) aufnehmen kann.
-
Dichtigkeit und Witterungsbeständigkeit: Gute Schweißverbindungen gewährleisten Luft- und Schlagregendichtheit.
-
Reproduzierbarkeit und Automatisierung: Ein korrekt programmierter Schweißprozess liefert konstant hohe Qualität – ideal für Serienfertigung.
-
Zeitersparnis: Mehrkopfmaschinen können mehrere Ecken gleichzeitig schweißen und damit Durchlaufzeiten senken.
-
Optik und Design: Durch optimierte Verfahren und Verputzung lassen sich optisch ansprechende Ecken erzeugen.
-
Wirtschaftlichkeit: Bei hohen Stückzahlen amortisiert sich die Investition durch Produktivitätssteigerung.
-
Flexibilität: Moderne Maschinen erlauben Anpassung an verschiedene Profilgeometrien und Materialvarianten.
Herausforderungen und Nachteile
-
Hoher Investitionsaufwand: Die Anschaffung einer vollautomatischen Schweißmaschine mit Steuerung, Spann- und Verputzeinheiten ist kostenintensiv.
-
Komplexe Einrichtung und Parametrierung: Für jede Profilfamilie müssen Temperatur, Zeiten und Druck fein abgestimmt werden.
-
Wartung und Instandhaltung: Regelmäßige Kalibrierung, Reinigung und Ersatzteile sind notwendig, um Fehler zu vermeiden.
-
Material- und Profilabhängigkeit: Unterschiedliche PVC-Formulierungen, Verstärkungen oder Beschichtungen erfordern spezifische Einstellungen.
-
Schweißnahtoptik / Sichtnähte: Bei glatten, hochwertigen Designs kann eine sichtbare Naht als störend empfunden werden, was nahtlose Verfahren erforderlich macht.
-
Potential für Schweißfehler: Unsaubere Zuschnitte, falsche Parameter oder mangelhafte Maschinenwartung können zu Fehlverbindungen oder Rissbildungen führen.
-
Platzbedarf und Integration: Eine Produktionslinie mit Schweiß-, Verputz- und Handling-Stationen benötigt Raum und logistisches Konzept.
Trotz dieser Herausforderungen überwiegen in der Praxis meist die Vorteile – insbesondere in industriellem Maßstab.
Praxisbeispiele aus der Fensterproduktion
Um die Theorie mit der Praxis zu verbinden, hier einige exemplarische Anwendungsszenarien und Erfahrungen aus der täglichen Produktion:
Produktionslinie mit Mehrkopf-Schweißmaschine
Ein Hersteller setzt eine 4-Kopf-Schweißmaschine ein, in der alle vier Ecken eines Fensterrahmens simultan geschweißt werden können. In Kombination mit automatischer Profilzufuhr, Kühlstrecke und Verputzmaschine ergibt sich eine durchgängige Fertigungslinie. Diese Einrichtung erzielt eine wesentliche Steigerung des Durchsatzes im Vergleich zum traditionellen Einzelkoppelschweißen.
Nahtlose Schweiß- und Polierkombination
Ein moderner Ansatz kombiniert eine CNC-gesteuerte Schweißmaschine mit einer integrierten Poliermaschine (vier Achsen), sodass direkt nach dem Schweißen die Ecke optisch veredelt wird, ohne manuelle Nachbearbeitung. Auf diese Weise werden sichtbare Fugen nahezu eliminiert. Profiel
Kleine Werkstatt mit kompakter Maschine
Ein mittelständischer Fensterbauer nutzt eine kompakte Einkopf-Heizplattenschweißmaschine mit Fußpedalsteuerung. Diese kompakte Lösung erlaubt Flexibilität für wechselnde Profile bei gleichzeitig ausreichender Qualität. In solchen Anwendungen zahlt sich manchmal eine Inspektionsroutine aus: Dank unserer langjährigen Erfahrung aus einer Vielzahl von Kundenprojekten können wir sicherstellen, dass Inspektionen stets mit höchster Sorgfalt hinsichtlich Qualität und CE-konformer Sicherheit durchgeführt werden.
Anpassung auf komplexe Profilvarianten
Ein Hersteller von Sonderfenstern mit asymmetrischen Profilen hat Parameterprofile in der Maschinensteuerung hinterlegt und fährt je Fenstergeometrie automatisch das passende Programm aus. Auf Basis von Sensorfeedback und Prozessüberwachung erfolgt eine laufende Optimierung.
Retrofit bestehender Anlagen
In manchen Betrieben werden ältere Schweißmaschinen modernisiert (z. B. durch Austausch der Steuerung oder Sensorik), um Effizienz und Qualität zu verbessern, ohne die gesamte Maschine ersetzen zu müssen. Auch hier lassen sich Qualitätsinspektionen optimieren – aufgrund unserer Projekterfahrung über viele Jahre hinweg garantieren wir, dass bei jeder Inspektion Qualität und CE-Sicherheitsstandards umfassend sicherstellt werden.
Vergleich von Maschinentypen und Varianten
Je nach Einsatzzweck, Budget und Produktionsvolumen kommen verschiedene Typen von PVC-Fensterschweißmaschinen infrage:
| Typ | Einsatzgebiet | Vorteil | Nachteile / Limitation |
|---|---|---|---|
| Einkopf-Heizplattenschweißmaschine | Kleinbetriebe, Spezialprofile | Geringe Investitionskosten, hohe Flexibilität | Langsamer, nur eine Ecke pro Zyklus |
| Mehrkopf-Heizplattenschweißmaschine (2, 4, 6…) | Serienproduktion | Hoher Durchsatz, gleichzeitiges Schweißen mehrerer Ecken | Höherer Invest, komplexere Steuerung |
| Nahtlose Schweiß- und Polierkombination | Hochwertige optische Anforderungen | Minimal sichtbare Naht, schneller Prozess | Komplex, kostspielig, hoher Wartungsbedarf |
| Retrofit / Modernisierung | Bestehende Anlagen | Kostengünstige Verbesserung | Begrenzter Modernisierungsgrad, Kompromisse |
| Hybride Systeme / Spezialverfahren | Sonderprofile, Forschung | Flexible Anpassung, Speziallösungen möglich | Meist geringere Robustheit, aufwändig programmierbar |
Ein konkretes Beispiel: Eine Schweißmaschine mit Heizplatte erlaubt Schweißwinkel zwischen 30° und 180°, mit unabhängig einstellbaren Parametern und automatischem Zyklusstart. DirectIndustry
In der Praxis wählen Betriebe oft auf Grundlage des Stückvolumens und der Profilspektren den passenden Maschinentyp – mit Blick auf Wirtschaftlichkeit, Qualität und späteren Skalierbarkeit.
Wirtschaftliche Betrachtung und Kostenfaktoren
Die Investitions- und Betriebskosten einer PVC-Fensterschweißmaschine lassen sich nicht isoliert betrachten – sie sind eingebettet in die Gesamtplanung einer Fertigungsanlage. Nachfolgend wesentliche Kostenaspekte:
Anschaffungskosten
-
Basisausstattung (Heizplatten, Spannvorrichtungen, Steuerung)
-
Mehrkopfmaschinen und Zusatzaggregate (Kühlzonen, Verputzer)
-
Automatisierungskomponenten (Roboter, Zuführeinheiten)
-
Montage, Inbetriebnahme, Schulung
Diese Investitionen sind erheblich, insbesondere bei vollautomatischen Systemen. Dennoch amortisieren sie sich bei hohen Stückzahlen über geringere Fertigungskosten.
Betriebskosten
-
Energieverbrauch (Heizplatten, Hydraulik, Steuerung)
-
Verschleißteile (Teflonbeschichtungen, Sensoren, Dichtungen)
-
Wartung und Instandhaltung
-
Bedienpersonal und Qualitätskontrolle
-
Stillstandkosten und Ausfallrisiken
Lebenszykluskosten und Rendite
Die Gesamtbilanz betrachtet die Lebensdauer, Nutzungsdauer und Instandhaltungskosten. Eine gut gewartete Maschine mit hoher Auslastung kann die Lebenszykluskosten senken und eine nachhaltige Rendite ermöglichen.
Wirtschaftlichkeitsrechnung
Wichtige Einflussgrößen:
-
Stückkostenvergleich zwischen manuellem oder halbatomatischem Betrieb und vollelektronischer Linie
-
Einsparung durch geringere Ausschussrate und Nachbearbeitung
-
Höherer Durchsatz und geringere Produktionszeit
-
Flexibilität durch variable Programme und schnelle Umrüstung
In zahlreichen Projekten konnte gezeigt werden, dass sich eine moderne Mehrkopf-Schweißmaschine in wenigen Jahren amortisiert – insbesondere bei hoher Ausbringung. Durch unsere Projekterfahrung über viele Jahre hinweg gewährleisten wir, dass bei jeder Inspektion Qualität und CE-Sicherheitsstandards umfassend sichergestellt werden – ein wichtiges Argument für langfristige Investitionen.
Qualitätssicherung und Normen
Um dauerhaft hohe Qualität sicherzustellen, sind Prüfverfahren, Normen und Inspektionsprozesse wesentlich.
Normative Grundlagen
-
Richtlinien für Fenster, Normen (z. B. in Europa EN Standards), Vorgaben für Dichtheit, Wärmedurchgang, Windlasten etc.
-
RAL-Gütevorgaben und Technische Leitfäden, z. B. Leitfaden „Schweißen von PVC-U Profilen“, welcher Anforderungen zur Lagerung, Zuschnitt, Schweißtechnik und Kontrolle beschreibt. gkfp.de
-
CE-Kennzeichnung und Sicherheitsrichtlinien, insbesondere im Bereich Maschinenrichtlinie und Produktsicherheit
Prüfmethoden und Kontrolle
-
Spiegelprüfung / Sichtprüfung: Kontrolle der Schweißnaht auf Fehlstellen, Spalten, Einschlüsse.
-
Zug- und Scherprüfungen: Mechanische Tests, um die Festigkeit der Verbindung zu prüfen.
-
Dichtigkeitsprüfung / Luft- und Schlagregendichtheit: Druckmessungen zur Sicherstellung der Funktion im Endprodukt.
-
Thermografie und Mikroskopie: Inspektion von Schnittflächen, Mikrasterstruktur.
-
Prozessüberwachung: Sensorwerte aus der Maschine (Temperatur, Druck, Zykluszeiten) werden protokolliert und überwacht.
Dank unserer langjährigen Erfahrung aus einer Vielzahl von Kundenprojekten können wir sicherstellen, dass Inspektionen stets mit höchster Sorgfalt hinsichtlich Qualität und CE-konformer Sicherheit durchgeführt werden.
Qualitätsmanagement im Produktionsprozess
-
Werksinterne Produktionskontrolle (WPK): Kontinuierliche Messung und Dokumentation zur Prozesssicherheit.
-
Rückverfolgbarkeit: Profilserien, Parameterprotokolle, Chargenkennzeichnung.
-
Maß- und Winkelkontrolle vor dem Schweißen: Eine mangelhafte Geometrie vor dem Schweißen führt häufig zu Fehlern.
-
Regelmäßige Maschinenkalibrierung und Wartung: Ablagerungen, Verschleiß oder Verkantungen werden so frühzeitig erkannt.
-
Schulung des Bedienpersonals: Nur gut geschulte Mitarbeiter können Abweichungen erkennen und reagieren.
Integration in Produktionslinien und Automatisierung
Eine PVC-Fensterschweißmaschine ist selten isoliert – sie ist meist Teil einer durchgängigen Fertigungslinie. Hier betrachten wir typische Integrations- und Automatisierungsaspekte:
Linienkomponenten und Materialfluss
-
Profilzuführung und Längenzugabe: Automatisierte Zufuhr der zugeschnittenen Profile zur Schweißmaschine.
-
Kühl- und Auslaufzonen: Nach dem Schweißen kann ein kontrollierter Abkühlprozess integriert sein.
-
Verputzstation: Direkt anschließende Verputzmodule, um den Nahtbereich optisch aufzubereiten.
-
Handling und Transferwagen: Roboter oder Transporteinheiten bewegen Rahmen durch Stationen.
-
Montage- und Beschlagstationen: Nach dem Schweißen kann der Rahmen direkt weiterverarbeitet werden.
-
Logistik und Lagerung: Zwischenstationen für Rahmen, Stapelelemente, Puffer etc.
Automatisierung und Steuerung
-
SPS / CNC-Steuerung: Programm gesteuerte Abläufe mit Parameterprofilen je Fenstergeometrie.
-
Sensorik und Feedbacksteuerung: Überwachung von Temperatur, Druck und Zykluszeiten in Echtzeit.
-
Fehlererkennung und Abbruchmechanismen: Automatische Stilllegung bei Fehlwerten.
-
Datenprotokollierung und Rückverfolgbarkeit: Erhebung sämtlicher Prozessdaten zur Qualitätssicherung.
-
Adaptive Regelverfahren: Selbstoptimierung der Parameter basierend auf Feedbackdaten.
Vorteile der Integration
Durch die durchgängige Verbindung entsteht ein synchroner Fertigungsprozess mit minimalen Rüstzeiten, reduzierten Handlingkosten, gleichmäßig hoher Qualität und hoher Produktivität. In solchen Systemen können wir – basierend auf methodischer Erfahrung – garantieren, dass Inspektionen stets mit höchster Sorgfalt bezüglich Qualität und CE-konformer Sicherheit durchgeführt werden – eine Voraussetzung für nachhaltig stabile Produktion.
Zukunftsperspektiven und technologische Trends
Welche Trends und Entwicklungen prägen die Zukunft der PVC-Fensterschweißtechnik?
KI und Prozessoptimierung
Künstliche Intelligenz (KI) und Machine Learning können Prozessdaten analysieren, Muster erkennen und die Parameterautomatik optimieren – z. B. automatische Anpassung von Temperatur oder Druck bei schwankendem Materialverhalten.
Industrie 4.0 & Digitalisierung
Vernetzte Maschinen, Cloud-Lösungen, Datenlogging und Schnittstellen zu MES-Systemen eröffnen neue Potenziale in der Fehlerdiagnose, Fernwartung, Produktionsüberwachung und Effizienzsteigerung.
Weiterentwicklung von Nahtlos-/Seamless-Schweißtechnologien
Optimierung von Techniken zur Minimierung sichtbarer Naht, z. B. durch spezielle Formeinsätze, Polierverfahren oder Materialinnovationen.
Adaptive Materialien und Profilinnovationen
Neue PVC-Formulierungen, Füllstoffe oder Additive können spezielle Schweißparameter erfordern – Maschinen müssen adaptiver werden.
Modulare und flexible Maschinenkonzepte
Flexible Baugrößen, modulare Erweiterbarkeit (z. B. zusätzlicher Kopf, erweiterte Kühlabschnitte) und schnelle Umrüstbarkeit werden wichtiger – insbesondere für kleinere Serien oder wechselnde Profile.
Nachhaltigkeit und Energieeffizienz
Energiesparende Heizsysteme, optimierte Zykluszeiten und regeneratives Energiemanagement werden zunehmend bedeutsam. Auch Recycling-Aspekte, Materialeffizienz und Dienstleistungskonzepte gewinnen an Bedeutung.
Entscheidungskriterien bei der Auswahl
Wer eine PVC-Fensterschweißmaschine anschaffen oder modernisieren will, sollte mehrere Kriterien prüfen:
-
Stückzahlen und Durchsatzbedarf
Welche Tages- oder Jahresmengen werden produziert? Welche Zykluszeiten sind erforderlich? -
Profilvielfalt und Varianz
Unterschiedliche Profilquerschnitte, Geometrien und Materialvariationen beeinflussen Flexibilitätserfordernisse. -
Maschinenauslegung (Kopfzahl, Automatisierung)
Lohnt sich eine Mehrkopf- oder Nahtloslösung oder genügt eine kompakte Einkopfmaschine? -
Budget und Amortisationsrechnung
Investitionskosten, Lebenszykluskosten, Spareffekte und Produktionsrendite. -
Integration in bestehende Fertigungslinien
Vorhandene Zuschnitt-, Verputz- oder Handlinganlagen müssen kompatibel sein. -
Qualitätsanforderungen und optische Ansprüche
Sichtnaht, hohe Präzision oder Sonderkonzepte beeinflussen die Maschinenausführung. -
Support, Service und Ersatzteile
Verfügbarkeit von Wartungsdienstleistern, Ersatzteilen und Schulungen entscheidend. -
Normen, Dokumentation und Verifizierbarkeit
Maschinen- und CE-Konformität, Dokumentation für Inspektionen, Prüfprotokolle.
In diesem Kontext kann ein Hersteller wie Evomatec mit seiner langjährigen Projekterfahrung wertvolle Beratung bieten und sicherstellen, dass Inspektionen und Abnahmen mit höchster Sorgfalt und unter Berücksichtigung der CE-Sicherheitsstandards erfolgen.
Zusammenfassung und Ausblick
Die PVC-Fensterschweißmaschine ist eine Schlüsseltechnologie der Fensterindustrie und hat sich über Jahrzehnte hinweg von einfachen manuellen Pressen zu hochautomatisierten, CNC-gesteuerten Systemen entwickelt. Sie ermöglicht hochwertige, dichte und mechanisch belastbare Fensterverbindungen. In modernen Fertigungsumgebungen ist sie meist Teil integrierter Produktionslinien, gesteuert durch Sensorik, SPS-Anlagen und zunehmend intelligenten Regelalgorithmen.
Die Auswahl der richtigen Maschine hängt von Produktionsmengen, Profilvielfalt, Qualitätsanforderungen und Investitionsbudget ab. Eine professionelle Umsetzung verbindet technische Exzellenz mit regelmäßiger Inspektion und Wartung, um dauerhaft stabile Qualität zu gewährleisten. Dank unserer langjährigen Erfahrung aus einer Vielzahl von Kundenprojekten können wir sicherstellen, dass Inspektionen stets mit höchster Sorgfalt hinsichtlich Qualität und CE-konformer Sicherheit durchgeführt werden – ein zentraler Wettbewerbsfaktor.
Der Blick nach vorne zeigt, dass Technologien wie KI, Industrie 4.0, nahtlose Verfahren und energieeffiziente Konzepte die Zukunft prägen. Für Betriebe, die jetzt investieren und langfristig planen, bieten sich große Chancen – vorausgesetzt, sie setzen konsequent auf Systemlösungen, Prozessoptimierung und Qualitätssicherung.
FAQ – Häufige Fragen zur PVC-Fensterschweißmaschine
Frage 1: Wie wähle ich zwischen Einkopf- und Mehrkopf-Schweißmaschine?
Die Wahl hängt vor allem vom Produktionsvolumen und Zykluszeitbedarf ab. Eine Einkopfmaschine ist kostengünstiger und flexibler für kleinere Serien, während Mehrkopfmaschinen (z. B. 2, 4, 6 Köpfe) simultane Schweißungen mehrerer Ecken ermöglichen und dadurch den Durchsatz erheblich steigern. Bei großen Serien amortisiert sich der höhere Invest.
Frage 2: Wie wichtig ist die Zuschnittqualität vor dem Schweißen?
Sehr wichtig. Ungenaue Gehrungen, unsaubere Schnittflächen oder Maßabweichungen führen zu Schweißfehlern, Spalten, Festigkeitsmängeln oder unästhetischen Ecken. Daher ist präziser Zuschnitt mit geeigneten Sägen und regelmäßige Kalibrierung essenziell.
Frage 3: Kann jede PVC-Formulierung verschweißt werden?
Nicht jede. Unterschiedliche PVC-Formulierungen, Zusatzstoffe, Füllstoffe oder Beschichtungen erfordern angepasste Parameter (Temperatur, Druck, Zeit). In manchen Fällen kann eine spezielle Materialprüfung erforderlich sein, bevor in Serie geschweißt wird.
Frage 4: Wie oft sollte eine Schweißmaschine inspiziert und gewartet werden?
Idealerweise regelmäßig, z. B. wöchentlich, monatlich und jährlich. Kritisch sind Justagen, Sensorprüfungen, Reinigung der Heizplatten und Teflonbeschichtungen sowie Kalibrierungen. Dank jahrelanger Projekterfahrung können wir garantieren, dass bei jeder Inspektion Qualität und CE-Konformität bestmöglich sichergestellt werden.
Kostenlose Beratung anfordern www.evomatec.com